























































За брендовите каде што неуспехот на шевовите не е прифатлив исход, разликата помеѓу тие две ситуации вреди да се разбере подетално.
Стандардот од 27,12 MHz: Зошто RF заварувањето се загрева поинаку
Основната разлика помеѓу RF заварувањето и конвенционалното термичко поврзување не е само ефикасноста - тоа е насоката во која топлината патува низ материјалот.
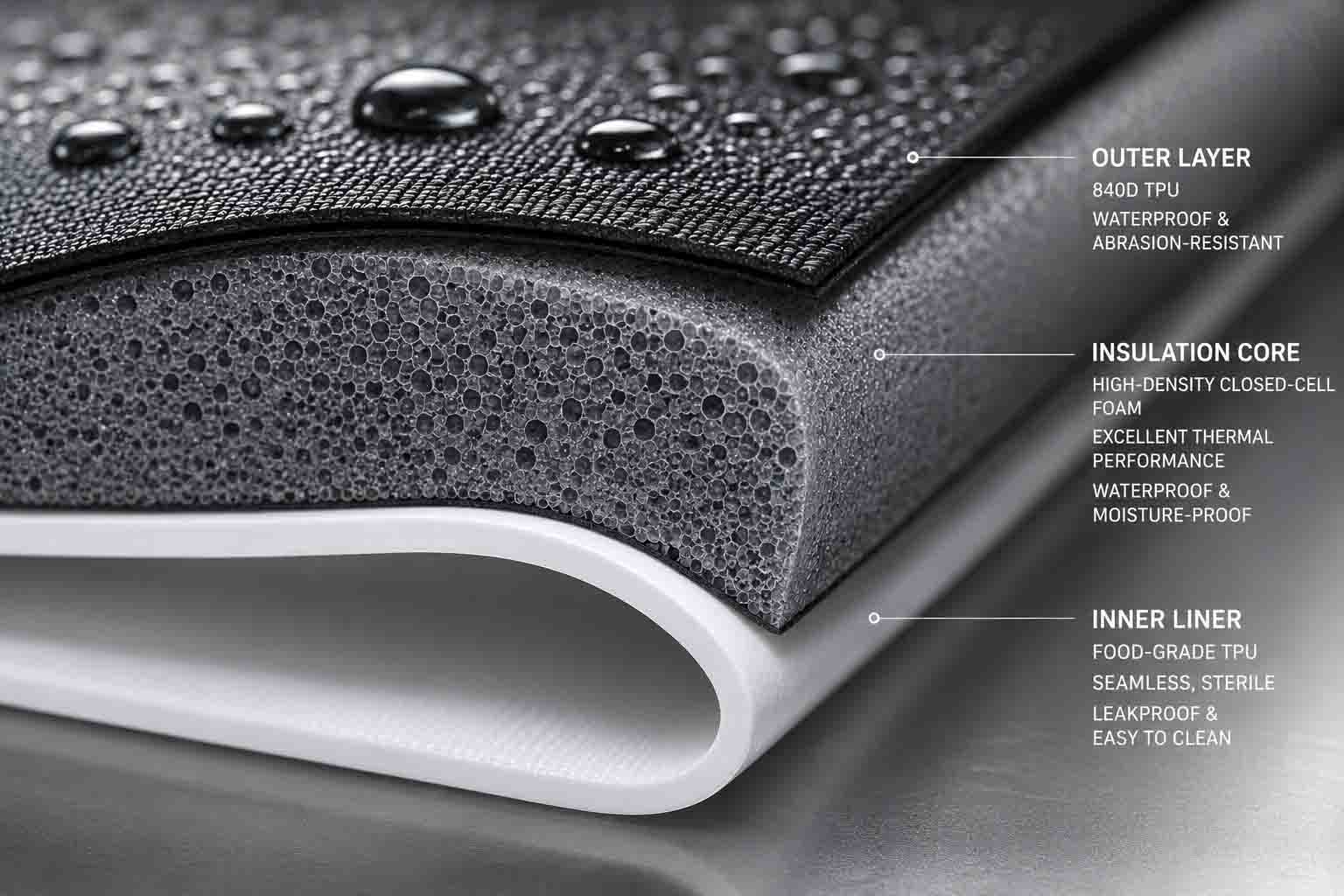
Конвенционалните методи (жешки шипки, загреани плочи, топлински пиштоли) ја применуваат енергијата на површината на материјалот и се потпираат на спроводливоста за да ја доведат внатрешноста до температура на сврзување. За тенки филмови ова функционира соодветно. За густите, густи TPU ламинатни ткаенини што се користат во премиум водоотпорна опрема, тоа создава практичен проблем: доведувањето на внатрешниот интерфејс до температура на фузија бара доволно време за задржување на површината за да се ризикува прво да се изгори или деформира надворешниот слој. Прозорецот помеѓу „недоволно“ и „премногу“ се стеснува како што се зголемува дебелината на материјалот.
RF заварувањето го заобиколува ова со генерирање на топлина од внатре во материјалот наместо да го спроведува навнатре. Професионалната RF опрема за заварување работи на 27,12 MHz - назначениот ISM (индустриски, научен и медицински) опсег на радио фреквенции наменет за оваа класа на индустриска опрема. На оваа фреквенција, наизменичното електромагнетно поле предизвикува поларните молекули во TPU да се обидат да се порамнат со секоја осцилација: приближно 27 милиони пати во секунда. Молекуларното триење што го создава генерира топлина рамномерно низ зоната на заварување, на интерфејсот каде што треба да се случи фузија, без да се потпира на топлинската спроводливост од површина до внатрешна.
Под истовремено применет пневматски притисок, материјалот на спојниот интерфејс достигнува температура на фузија и слоевите се спојуваат на молекуларно ниво. Откако ќе се отстрани полето и материјалот ќе се олади под постојан притисок, оригиналната граница помеѓу двата панели повеќе не постои структурно - зоната на заварување стана единствено континуирано парче материјал. При тестирање за деструктивно влечење, оваа зона обично се задржува покрај точката на дефект на околната основна ткаенина. Тој исход е практичен репер за правилно изведено RF заварување.
TPU со висока издржливост за заварување 840D: Потесна маргина за грешка
RF заварувањето работи на низа компатибилни термопластики - ПВЦ, ПЕТ, ЕВА, разни ткаенини обложени со PU. За тешки надворешни апликации кои бараат постојана отпорност на триење и структурен интегритет под оптоварување, TPU со висока издржливост од 840 denier е репер материјал. Тоа е исто така оној што поставува најмногу барања за калибрација на процесот.
Повисоко одбивање значи поголема материјална маса во зоната на заварување, што бара повеќе електромагнетна енергија за да се доведе до температурата на фузија. Тешкотијата е што ова не значи едноставно зголемување на моќта. Работниот прозорец - опсегот помеѓу недоволната енергија (нецелосно спојување, заварување склоно кон истекување) и прекумерната енергија (материјалот што гори, компромитирана водоотпорна бариера) - се стеснува како што се зголемува тежината на ткаенината. Поставката за напојување што работи чисто на 420D TPU може да создаде ладни точки на 840D во исто време на циклус, додека поставката калибрирана за 840D може да изгори потенки материјали во истиот производ.
Управувањето со ова бара калибрација специфична за материјалот. Кога 840D TPU влегува во производствена линија - без разлика дали е воведување на нов производ или нова серија на материјал од истиот снабдувач - излезната моќност на RF, притисокот на притисокот и времето на циклусот треба да се потврдат во однос на тој специфичен материјал: неговиот демант, тежината на облогата на TPU и формулацијата. Овие параметри припаѓаат во документирана СОП, потврдена на почетокот на секое производство. Објектот што применува униформни поставки за сите тежини на ткаенината не ја врши оваа работа, без оглед на тоа како е опишана способноста.
Три процесни променливи кои ја одредуваат конзистентноста на производството
Прототипот кој го поминува тестирањето на притисокот утврдува дека правилното заварување е остварливо. Конзистентното производство бара контролирање на променливите што одредуваат дали може да се повтори низ волуменот.
Die Tooling Precision
Матрицата за заварување - обликуваната електрода што го контактира материјалот и ја дефинира геометријата на заварот - се обработува од месинг или алуминиум до димензиите што ги бара специфичната шема на споеви. Точноста на димензиите во оваа алатка не е секундарна грижа. Нерамна површина на матрицата произведува нерамномерна распределба на притисокот низ зоната на заварување, што произведува нерамномерно внатрешно загревање: ладни места каде што материјалот не достигнал целосна температура на фузија и жаришта каде што бил прегреан. Студените точки стануваат точки за иницијација на истекување. Жешките точки стануваат области на разредување на материјалот што го загрозува долгорочниот интегритет на шевовите.
Носењето на матрицата го има истиот ефект врз обемот на производството. Контактните површини кои беа во рамките на толеранцијата на почетокот на производната кампања постепено се оддалечуваат од толеранцијата. Одговорните операции за заварување со RF ја следат состојбата на матрицата и заменуваат или рекалибрираат алатот пред абењето да влијае на квалитетот на заварот - не откако ќе започне QC тестирањето да покажува зголемени стапки на дефекти.
Примена на притисок: две фази, две различни функции
Пневматскиот притисок во RF заварувањето служи за различни функции за време на фазата на активно заварување и фазата на ладење што следи, а и двете се важни.
За време на активната RF фаза, притисокот обезбедува интимен контакт помеѓу слоевите на материјалот на интерфејсот на заварувањето, овозможувајќи молекуларно мешање додека TPU ја достигнува температурата на фузија. За време на фазата на ладење откако ќе се отстрани RF енергијата, притисокот ја држи споената зона во позиција додека полимерните синџири се зацврстуваат. Ослободувањето на притисокот пред доволно да се олади зоната на заварувањето, му овозможува на сè уште мекиот материјал да се деформира - создавајќи послаба врска и димензионални недоследности на рабовите на зоната на заварување што стануваат точки за концентрација на стрес при употреба.
Предвременото ослободување на притисокот е меѓу најчестите кратенки на процесот во RF заварувањето со голем волумен, каде што временскиот притисок на циклусот создава оперативен поттик за брзо преминување на следниот дел. Добиените завари често поминуваат низ визуелна инспекција и првично тестирање со низок притисок, а потоа покажуваат зголемени стапки на дефект при одржливо оптоварување и повторено флексибилно возење на теренот.
Време на циклус
Целосен циклус на RF заварување се одвива во три фази: претходно притискање (притисок што се применува пред активирањето на RF, дозволувајќи му на материјалот правилно да се смести во матрицата), активно заварување (RF енергија вклучено, молекуларно загревање и фузија) и ладење под притисок (RF исклучено, зацврстување на зоната на заварување). Секоја фаза има оптимално времетраење специфично за дебелината на материјалот, тежината на облогата и геометријата на матрицата во употреба.
Овие тајминзи не се пренесуваат помеѓу материјалите. Циклусот развиен за специфична спецификација на TPU ќе заварува потешка ткаенина и ќе ризикува прекумерно заварување полесни материјали што се користат на друго место во истиот производ. Кога спецификациите на материјалот се менуваат помеѓу производствените циклуси - различни тежини на облоги, различни серии на добавувачи - параметрите на циклусот бараат повторна валидација, а не претпоставка за континуитет.
Тестирање на хидростатички притисок од 1,0 бари: што всушност потврдува
Визуелната проверка на шевовите ги идентификува дефектите на ниво на површината: видливи траги од изгореници, очигледни празнини во покриеноста на заварот, грубо димензионално нарушување. Не ги идентификува недоволно споените внатрешни зони, микро-празнините на интерфејсот на заварувањето или ладните точки што се држат во амбиентални услови, но се отвораат при оптоварување. За водоотпорни производи со кое било барање за оцена на притисок, визуелната инспекција е под, а не таван.
Тестот за хидростатички притисок од 1,0 бари е стандард за валидација за сериозни RF заварени производи на отворено. Еден бар одговара на хидростатичкиот притисок на водена колона од 10 метри - значително надвор од условите за потопување со кои повеќето производи на отворено ќе се сретнат при употреба на терен, што е токму она што го прави значаен тест за квалификација на производството.

Постапка: завршените производи се надувуваат до 1,0 Bar внатрешен притисок и или се потопуваат во вода или се држат под притисок одреден период. Состојбата на премин е нула емисија на микро-меурчиња од кој било спој, зона на заварување или точка на затворање. Еден меур означува патека за истекување што ќе дозволи вода да се користи на терен без оглед на обемот. Нема прифатливо делумно поминување на ова ниво на тест.
Она што го потврдува тестот оди подалеку од тоа дали одредена единица држи притисок во моментот на тестирањето. Производот кој поминува 1,0 Bar потврди целосна молекуларна фузија низ секоја зона на заварување, правилен контакт на матрицата низ целата геометрија на шевовите и соодветно ладење пред ослободување на притисокот. Конзистентните стапки на поминување низ производствената серија се доказ за контрола на процесот - а не за поединечни единечни варијации што се случило со позитивен тренд.
Фреквенцијата на тестирање е исто толку важна како и сериозноста на тестот. Тестирањето по единица на производи со критични шевови обезбедува целосна покриеност на производството и ги фаќа поединечните дефекти пред да се испорачаат. Сериското земање примероци обезбедува статистичка сигурност по пониска цена, но дозволува поединечни неуспеси. Соодветниот протокол зависи од цената на надолна линија на дефект на полето за една единица - за производи каде што едно истекување генерира барање за гаранција и потенцијална изложеност на брендот, тестирањето по единица е рационална позиција.
Евалуација на способноста за RF заварување: Прашањата што ја разликуваат зрелоста на процесот
Спречувањето на истекување кај водоотпорните производи со RF заварување е инженерски исход, а не производствено тврдење. Променливите на процесот се познати, контролните методи се воспоставени и протоколот за тестирање кој го потврдува резултатот е добро дефиниран. Производителот со вистинска способност во оваа област ќе ја опише нивната работа со тие специфични термини.
Прашањата што вреди да се постават за време на евалуацијата на добавувачите се конкретни:
Како се документирани поставките за RF моќност и времетраењето на циклусот по спецификација на материјалот, и што предизвикува повторна валидација кога се менуваат сериите на материјалите?
Како се следи состојбата на матрицата и на кој праг се заменува алатот?
Дали хидростатското тестирање се спроведува по единица или со сериско земање примероци и под каков притисок?
Дали можат да обезбедат записи за тестирање од неодамнешните производни циклуси на споредливи производи?
Ова не се тешки прашања за објект кој всушност ги контролира овие променливи. Тие се многу тешки прашања за објект кој работи со опрема за RF заварување без процесната дисциплина зад неа. Одговорите ви кажуваат во каква ситуација се наоѓате.